
Why Do Black Thermostatic Shower Panels Get White Spots?
Reference Standard: ISO 9227 (Salt spray tests) / EN 1111 (Thermostatic mixing valves for sanitary tapware)
Short Answer
Evaporative Nucleation Kinetics and Interfacial Surface Energy
The aesthetic degradation of a matte black thermostatic shower tower—specifically the emergence of stubborn white “water spots”—is not merely a cleaning issue but a failure of managing Evaporative Nucleation Kinetics. On a dark, non-reflective surface, the visibility of mineral deposition is amplified by the contrast in optical refractive indices.
Mechanism Dissection:
When hard water droplets remain on the 304 stainless steel substrate after use, the evaporation process concentrates dissolved calcium and magnesium ions ($Ca^{2+}$, $Mg^{2+}$). At the critical saturation point, heterogeneous nucleation occurs within the micro-valleys of the matte topography. Unlike a polished chrome finish where surface energy is relatively uniform, the “Matte Black” texture provides a high density of nucleation sites. Due to the disparity in surface energy levels between the PVD layer and the mineral crystals, the light hitting these deposits undergoes diffuse reflection. This results in the “grey cast” or white spotting that ruins the deep onyx aesthetic of the panel.
Extreme Stress Timeline Modeling:
To quantify this topographic contamination, we simulate a daily residential usage cycle in a high-hardness water environment (300ppm):
* Initial Phase (0-30 Days): The hydrophobic integrity of the PVD coating remains intact. Water beads effectively, and mineral residue is easily wiped away. Visual chroma is at 100%.
* Stress Maturation Phase (30-180 Days): Repeated exposure to alkaline soap scum alters the surface tension. The Gibbs free energy barrier for nucleation decreases. Limescale begins to anchor permanently in the laser-etched silicone nozzle junctions.
* Terminal Degradation Phase (180+ Days): Mineral layers reach a macroscopic thickness ($>10\mu m$). The “sandpaper effect” of the crystals increases mechanical friction during cleaning, leading to micro-scratches that further accelerate mineral anchorage. The optical brilliance of the black finish is obscured by a permanent crystalline matrix.
Cascading Systemic Hazards:
Mineral anchorage is not limited to the exterior. As nucleation proceeds within the internal waterway, the “Orifice Choking” effect begins. The reduction in the effective cross-sectional area of the body sprays leads to an increase in internal back-pressure, which can cause the led thermostatic shower system‘s internal turbines to stall, eventually leading to electronic display failure.
KEY TAKEAWAYS
- Dull Chalky Patches: The appearance of “greyish” zones that return after drying indicates that the surface energy has shifted, allowing for permanent mineral anchorage.
- Turbine Whine: A high-pitched noise when the LED display is active suggests limescale buildup on the internal impeller, a precursor to systemic fluidic failure.
- Nozzle Deviation: When individual silicone jets spray at irregular angles, mineral nucleation has compromised the geometric symmetry of the elastomeric exit point.
Thermomechanical Hysteresis in Paraffin Sensing Elements
A critical failure in luxury shower towers is the “Thermal Shock” experienced when water temperature fluctuates wildly. This is fundamentally a manifestation of Thermomechanical Hysteresis within the thermostatic cartridge.
Mechanism Dissection:
Standard thermostatic valves rely on a wax-based mixture that undergoes a volume phase transition in response to heat. However, lower-grade paraffin elements exhibit a “Thermal Lag.” When a second tap is opened in the house, the pressure of cold water drops. The sensing element must instantaneously expand or contract to adjust the mixing ratio. In a system suffering from hysteresis, the response time can exceed 1000ms. This delay prevents the valve from counteracting the pressure surge, resulting in a transient spike of scalding water. Precision manufacturing ensures a response time within 200ms by utilizing high-purity paraffin blends with a linear expansion curve, effectively neutralizing the risk of dermal thermal injury.
Molecular Adhesion Fatigue and Hydrothermal Shear Degradation
The “peeling” of a black coating is a failure of Molecular Adhesion. In a stainless steel shower panel matte black, the bond between the 304 base and the finish must survive extreme thermal cycling.
Mechanism Dissection:
Stainless steel and black PVD/electrophoretic coatings have mismatched coefficients of linear thermal expansion. As the panel shifts from $15^{\circ}C$ to $60^{\circ}C$ during a shower, a “Hydrothermal Shear” stress is generated at the interface. Over time, water molecules physically penetrate the nano-voids in the coating via capillary action. This moisture weakens the Van der Waals forces anchoring the finish to the metal. Once the interfacial shear strength drops below the stress generated by thermal expansion, the coating undergoes anisotropic delamination—manifesting as blisters or flaking near the control knobs or handle junctions.
Vacuum Ion Plating and Food-Grade Elastomeric Self-Purging Strategy
To eliminate the physics of mineral anchorage and coating failure, factory-level solutions move beyond paint toward atomic deposition and mechanical purging.
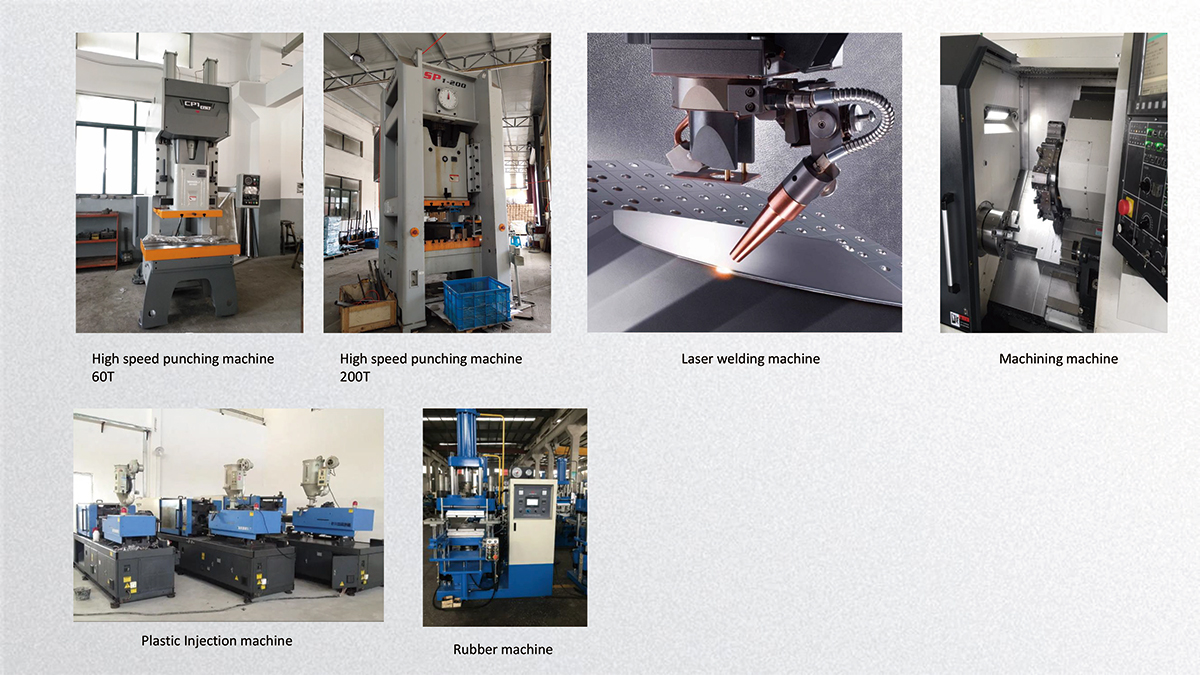
Solution 1: Vacuum Ion Plating (PVD) Deposition
Execution Protocol: The 304 stainless steel body is placed in a high-vacuum chamber where titanium and carbon ions are accelerated onto the surface via an electric arc.
Material Expected Evolution: This creates a PVD (Physical Vapor Deposition) layer with a Vickers hardness exceeding 800 HV. Unlike traditional wet painting, this atomic bond is part of the metal surface itself. The PVD process creates a dense, non-porous structure that significantly reduces the number of nucleation sites for calcium ions. In 48-hour CASS (Copper-Accelerated Salt Spray) testing, this finish shows zero bubbling, maintaining a stable interfacial surface energy that resists mineral anchorage for 5-10 years.
Hidden Cost Evasion: PVD is a batch process that requires absolute surface purity. The factory utilizes a 7-stage ultrasonic degreasing line to ensure zero “Molecular Adhesion Fatigue” from residual manufacturing oils.
Solution 2: High-Response Ceramic & Paraffin Balancing
Execution Protocol: The thermostatic cartridge is engineered with high-density ceramic discs and a high-purity sensing wax with a ±1℃ sensitivity threshold.
Material Expected Evolution: By optimizing the thermomechanical response, the valve achieves “Laminar Temperature Stability.” Even under a 50% pressure drop in the cold water line, the hysteresis is kept below the human perception limit. This eliminates the “Thermal Shock” cycle, protecting the internal seals from rapid expansion-contraction cycles and extending the functional life of the cartridge to over 500,000 cycles.
Hidden Cost Evasion: High-response valves can be sensitive to grit. The factory integrates 40-mesh stainless steel filter screens at the inlets to prevent particulate ingress from damaging the ceramic faces.
Solution 3: Elastomeric Micro-Shear Nozzle Design
Execution Protocol: The shower panel exits are equipped with food-grade, high-elasticity silicone nozzles.
Material Expected Evolution: These nozzles are designed with a specific “Elastic Recovery Rate.” When the user rubs the nozzle, the physical “Mechanical Rubbing Shear” generates enough force to break the mineral-to-elastomer bond. Because the silicone is non-polar, the Van der Waals forces from the mineral anchorage are minimal. This self-purging strategy prevents the “Orifice Choking” that leads to back-pressure systemic failure in massage body sprays shower panel units.
Hidden Cost Evasion: Standard silicone can harden over time. The engineering team specifies a UV-stabilized, high-temperature silicone that retains its flexibility even after 1,000 hours of exposure to hot water and bathroom humidity.
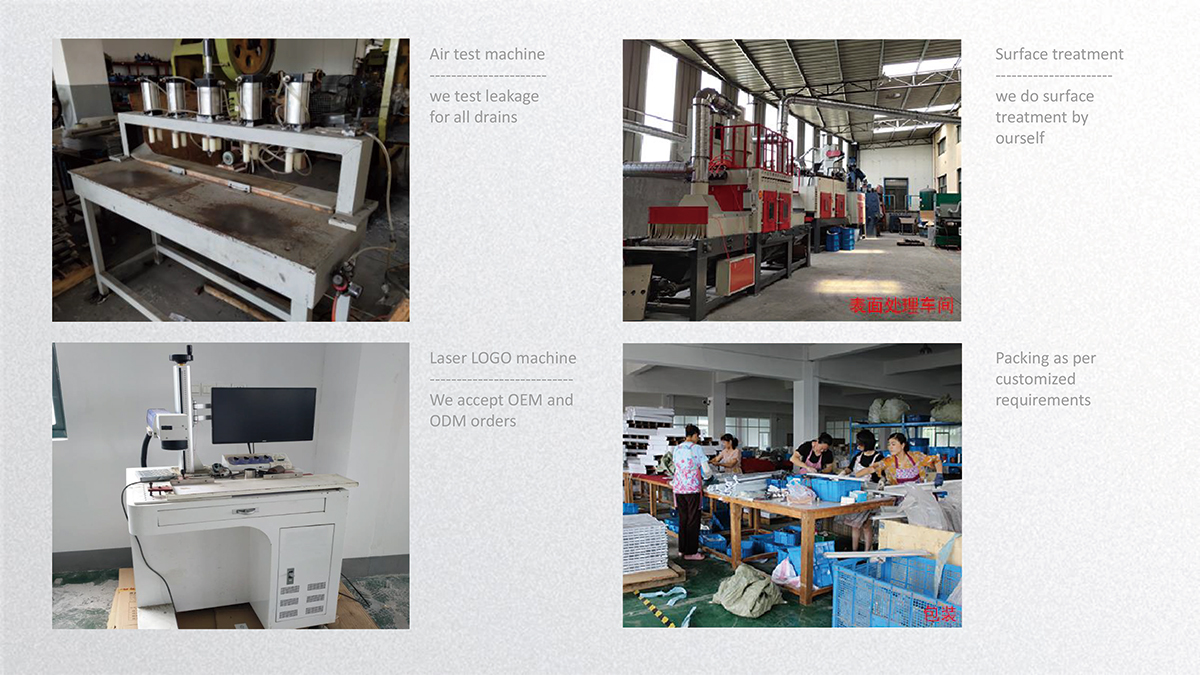
Solution 4: Isotropic Stress Stamping and 100% Pressure Audit
Execution Protocol: The panel body is formed using precision CNC stamping to ensure uniform wall thickness, followed by a 100% high-pressure air and water leakage test.
Material Expected Evolution: By ensuring “Isotropic Stress” throughout the 304 stainless steel body, the risk of Stress Corrosion Cracking (SCC) is eliminated. The automated pressure audit ensures that every internal weld and connection can withstand a 1.2MPa surge, far exceeding standard residential water pressure. This rigourous QC process ensures that the thermostatic stability is not compromised by internal micro-leaks.
Hidden Cost Evasion: 100% testing increases production time. Mondeway utilizes automated testing benches that verify both pneumatic and hydraulic integrity simultaneously, maintaining high-volume throughput without sacrificing the zero-leak mandate.
| Performance Metric | Standard Powder Coated Panel | Mondeway PVD Thermostatic Tower | Industry Benchmark |
|---|---|---|---|
| Surface Hardness | 2H – 3H (Scratches easily) | > 800 HV (Scratch Resistant) | ASTM D3363 / Vickers |
| Limescale Adhesion | High (Anchored Nucleation) | Minimal (Hydrophobic Surface) | Lab Evaporation Test |
| Temp. Response Time | > 1200ms (Hysteresis) | < 250ms (Precision) | EN 1111 Compliance |
| Corrosion Resistance | 12H NSS (Pitting) | 48H CASS (No Change) | ISO 9227 Standards |
| Coating Adhesion | 3B (Peels at 50 cycles) | 5B (Atomic Bonded) | Cross-Hatch Tape Test |
PRO-TIP / CHECKLIST
- The “Scratch” Audit: Use a fingernail to press firmly on the black surface. If a mark is left, it is likely a cheap powder coating and will suffer from molecular adhesion fatigue within a year.
- Verify the Cartridge: Always ask for a cross-sectional view or brand name of the thermostatic valve. Look for “Ceramic Disc” and “High-Purity Paraffin” to avoid thermomechanical hysteresis.
- Check Nozzle Flexibility: Squeeze the body spray nozzles. They should feel very soft and return to shape instantly. Rigid plastic nozzles will clog permanently with limescale.
- Inspect the Back-Panel: A high-quality shower panel should have organized, braided stainless steel supply lines on the back. Tangle-prone PVC hoses are a sign of budget engineering.
- The “Weight” Test: A genuine 304 stainless steel panel has significant heft. If the panel feels light like tin, it lacks the wall thickness needed for isotropic stress stability.
- Avoid Acidic Cleaners: Even with PVD, strong acids can disrupt the passivation layer of the 304 steel. Stick to pH-neutral cleaners to maintain the interfacial surface energy.
Frequently Asked Questions (FAQ)
how to plumb a bathroom drain
Plumbing a bathroom drain involves setting a P-trap to prevent sewer gas ingress and ensuring a consistent downward slope (typically 1/4 inch per foot). The drain tailpiece must be securely connected to the bathroom sink wash basin using a high-quality sealant or rubber gasket to prevent interfacial moisture ingress.
how to unclog shower drain from hair
The most effective non-chemical method is using a “zip-it” tool or a drain snake to physically remove the tangled hair. For persistent clogs, a mixture of baking soda and vinegar can create a bubbling reaction that breaks down the organic binders holding the hair mass together without damaging the linear drain shower kit‘s finish.
are shower niches out of style
Shower niches remain a popular functional choice, but many designers are moving toward long, horizontal “ledge” designs for a more modern, integrated look. Regardless of style, ensuring the niche is waterproofed according to ANSI A118.10 standards is critical to prevent sub-surface moisture drive.
how to remove shower drain base
Removing a shower drain base typically requires a specialized “drain wrench” or “dumbell tool” that fits into the crossbars of the drain. Unscrewing the base from the flange requires significant torque; applying localized heat can help loosen old plumbers’ putty or mineral anchorage that has locked the threads.
how to get shower drain out
If the drain is stuck due to corrosion or mineral buildup, apply a penetrating oil and let it sit for 30 minutes. Use a large pair of pliers or a dedicated removal tool. If the drain is plastic, be careful not to apply excessive “Asymmetric Torsional Shear” which could crack the drain assembly or the surrounding shower base.
how to remove the shower drain
First, remove the decorative grate using a screwdriver. Then, use a drain removal tool to unscrew the internal drain body from the trap. If the drain is integrated into a glass drain system, ensure the silicone seal is carefully cut away with a utility knife first to avoid putting stress on the tempered glass edges.