
Horizontal Floor Drain System for Wet-Zone Reliability
Reference Standard: Relevant drainage performance and material-control references include EN 1253-1 for floor gullies in buildings, ISO 9001 quality management logic, and market-facing conformity references such as CE, Watermark, and CUPC where applicable.
Short Answer
A horizontal floor drain works under a simple-looking but demanding condition: surface water must enter the drain body, move through a lateral outlet, and remain sealed and stable across repeated wet use. The catalog data does not provide a separate model sheet for this exact product name, so the article stays within verified drain-related information: floor drains, shower-room usage, SS304, SS316, ABS, PVC, stainless steel, plastic, rubber, iron, brass, surface treatment, air testing, OEM and ODM production, and export packing.
For buyers, installers, and product teams, the practical question is not whether the drain looks clean on a catalog page. The better question is whether the manufacturing chain can control shape, weld condition, finish stability, and leakage before the product reaches a wet bathroom floor.
From Side Outlet Geometry to Wet-Zone Flow Discipline
A horizontal floor drain changes the drainage conversation because the water path does not stop at the visible grate or surface opening. After entering the drain body, water must turn into a side outlet and continue toward the pipe connection. That side movement makes the drain sensitive to flow continuity, internal shape stability, and outlet alignment, even when no specific outlet size or flow-rate data is available.
The verified product scope includes floor drains used in shower-room bathroom accessories, and the drain production line works with materials including SS304, SS316, ABS, and PVC. This matters because different material families behave differently under a wet-zone workload. Stainless steel brings rigidity and surface durability, while ABS and PVC can support molded drainage components where plastic geometry or connection interfaces are needed. The catalog also identifies broader material coverage such as stainless steel, plastic, rubber, iron, and brass, so a serious specification review should avoid assuming one universal construction for every drain item.
A side-outlet drain can be understood through three linked zones. First is the surface intake zone, where water, soap residue, hair, and loose particles enter the drain. Second is the transition zone, where the water path changes direction. Third is the lateral discharge zone, where the outlet must maintain a clean connection with the drainage pipe. If deformation occurs during stamping, bending, welding, or shaping, the water path can become less forgiving. Even a small internal obstruction or uneven transition can increase local turbulence, slow residue movement, and make cleaning less predictable.
An edge-case model helps explain the risk without inventing unsupported specifications. Imagine a wet bathroom used repeatedly through the day with warm water, shampoo residue, fine grit, and hair entering the drain. In the early stage, the drain performs normally because the internal channel is open. In the middle stage, residue begins to collect at low-energy flow zones, especially around bends, transitions, or outlet edges. In the severe stage, the side outlet still exists, but the usable passage becomes narrower because soft residue and hair reduce the effective flow area. This is not a claim about a specific model; it is the general physics of lateral drainage and particle accumulation.
A practical comparison test can be framed without unsupported numbers. Compare two drains with the same visible surface opening: one has a smoother internal transition, while the other has a sharper outlet turn or minor forming irregularity. Under clean water, both may appear acceptable. Under repeated exposure to soap film and hair, the smoother path is less likely to trap residue at the transition. This is why side-outlet geometry should be reviewed as part of drainage discipline, not only as an installation detail.
For product-page writing, the safest statement is this: a horizontal floor drain should be specified around verified material family, side-outlet path clarity, stable forming, and cleanable wet-zone behavior, while avoiding unverified claims about flow rate, exact outlet dimensions, or code-specific installation approval.
Welded Surface Aftermath and Post-Weld Drain Reliability
A drain that includes welded metal construction does not leave welding in a finished surface state. The catalog directly states that drains after welding can be dirty on the surface, with oil, scratches, yellow spots, and other visible contamination. It also identifies a dedicated surface treatment workshop of 2000 square meters, including pickling, electrical polishing, and passivation. This makes post-weld cleaning a reliability topic, not merely a cosmetic detail.
The physical reason is straightforward. Welding changes the local surface condition of stainless steel parts. Heat can create discoloration, oxide layers, and areas where surface appearance differs from the surrounding metal. Handling and fabrication can add oil residues or scratches. In a bathroom drain, these are not harmless details because the surface repeatedly meets water, cleaning agents, soap, and moisture. A contaminated or poorly cleaned surface may hold residue more easily and look aged faster in daily use.
The catalog supports a manufacturing route that includes stamping, laser cutting, bending, welding, shaping, surface treatment, brushing, sandblasting, other surface treatment, and color options such as matte silver, black powder coating, and different colors. It does not support claims about a universal mirror grade, salt-spray duration, corrosion class, or fixed appearance rating. A trustworthy article must therefore describe the process capability, not invent performance values.
A useful stress model starts with a newly welded drain body. In the initial stage, the weld zone may show discoloration, oil film, or marks if it has not been treated. In the middle stage, repeated water exposure and cleaning chemical contact make surface inconsistency easier to notice because residue settles differently on clean and contaminated areas. In the extreme stage, areas that were not properly cleaned or passivated may become harder to maintain, especially in corners or around weld-adjacent geometry. The most important point is not that every product will fail this way. The point is that post-weld surface treatment exists to reduce these risks before the drain enters service.

A cross-dimensional comparison also helps. If two drain samples use a similar stainless steel material family, but one receives controlled post-weld cleaning and the other only receives basic visual wiping, the difference may not appear immediately in a distant product photo. It may appear later in residue retention, inconsistent sheen, localized staining, or customer complaints about finish quality. That is why surface treatment should be written as a process-control stage, not as decorative copy.
KEY TAKEAWAYS
- Uneven discoloration near welded areas may signal incomplete post-weld surface control.
- Oil film, scratches, or yellow marks can increase perceived quality risk in wet-zone use.
- Finish claims should be tied to verified processes such as pickling, electrical polishing, or passivation, not unsupported grade language.
Leakage Testing for a Horizontal Floor Drain System
Leakage is often treated as an installer complaint, but a drain manufacturer should move part of that risk into the factory stage. The verified catalog information states that leakage problems are tested by air and that the air test machine is used to test leakage for all drains. It also refers to ISO 9001 management and stable quality control. These facts support a cautious but valuable claim: leakage verification is part of the drain production workflow.
A horizontal floor drain has several possible uncertainty points. The body shape must remain consistent after stamping, cutting, bending, welding, and shaping. The side outlet must connect cleanly with the intended drainage path. Any weld seam, formed edge, or connection surface can become a risk point if the part is distorted or incomplete. Air testing helps detect leakage before water exposure in the field reveals the same weakness in a less controlled environment.
No pressure value, holding time, acceptance threshold, or sampling ratio is provided in the catalog, so none should be invented. The correct SEO treatment is to say that air leakage testing is a documented factory process and to explain why it matters. For buyers, the absence of unsupported numbers can actually improve credibility because it separates verified manufacturing facts from assumptions.
A practical fatigue scenario can be modeled in three stages. At the initial stage, a drain body with a small seam defect may appear visually acceptable. At the middle stage, repeated wet-dry cycles, cleaning, and mechanical handling can expose the weakness as moisture finds a path through imperfect geometry. At the severe stage, leakage can become a customer-facing failure, even if the visible top surface still looks clean. Factory air testing is valuable because air can reveal discontinuity through pressure behavior before the product is installed.
| Risk variable | Factory control point | Expected observation | Claim boundary |
|---|---|---|---|
| Weld continuity | Air leakage testing | Detectable leakage risk before installation | No pressure value stated |
| Forming stability | Stamping, bending, shaping | Reduced distortion risk in drain body | No tolerance value stated |
| Surface contamination | Pickling and finishing workflow | Cleaner post-weld surface condition | No salt-spray value stated |
| Outlet consistency | Cutting and forming control | More stable lateral drainage path | No outlet diameter stated |
| Export handling | Standard or customized packing | Lower delivery-related surface risk | No drop-test claim stated |
The comparison case is simple. A drain that only receives visual inspection can miss hidden seam weaknesses. A drain that also receives air testing has a better chance of identifying leakage risk before shipment. This does not guarantee field performance, because installation quality, pipe connection, trap design, and local building practice still matter. It does mean the factory has a documented stage for detecting one class of failure earlier.
Relevant external reference logic can be found in building drainage standards such as EN 1253-1 through European standardization channels and in general quality management principles associated with ISO 9001. These references should be used carefully: they support the type of quality thinking, but they do not automatically prove that every single SKU has a specific certification unless the product documentation confirms it.
Export-Ready Drain Delivery Chain: Shape, Finish, Logo, Packing
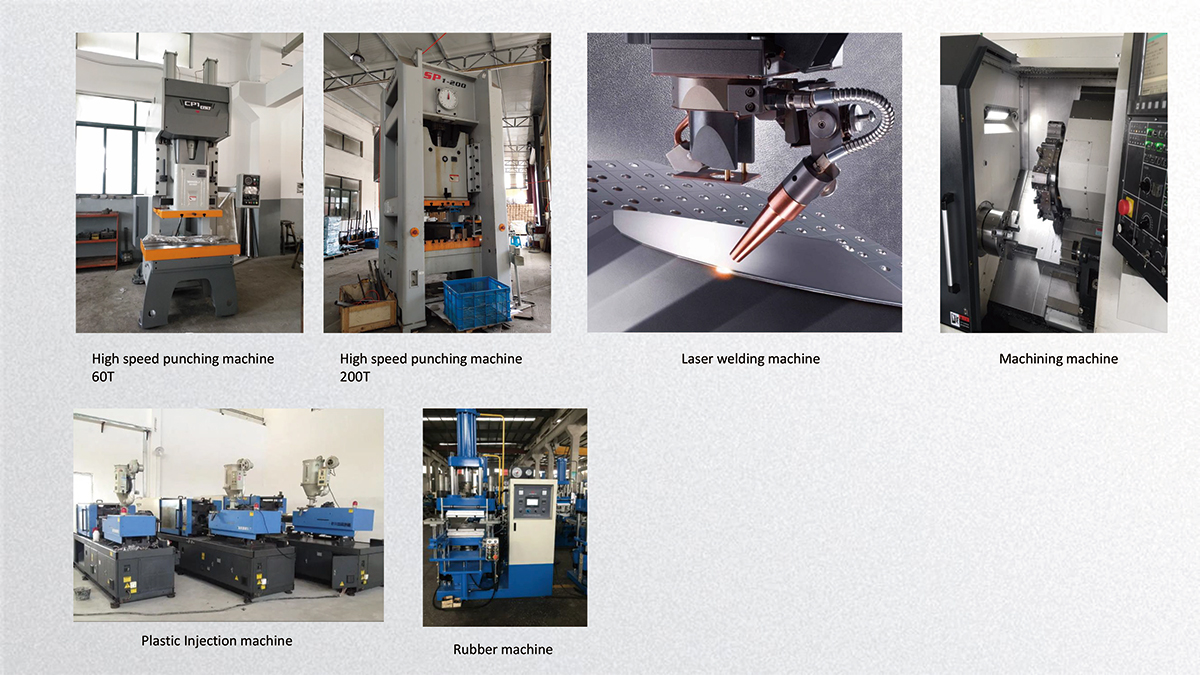
A horizontal floor drain is not only a formed metal or plastic object. It is the result of a delivery chain that includes shape creation, surface control, marking, and packaging. The catalog lists equipment and process capabilities such as 1500KW laser cutting machine, metal sheet cutting machine, automatic stamping machine, stamping machine, tube cutting machine, mould area machine, bending machines, welding machine, high-speed punching machines, laser welding machine, machining machine, plastic injection machine, rubber machine, laser logo machine, surface treatment, and packing according to customized requirements.
This chain matters because export problems are often created before the carton is opened. A drain may be correctly designed but poorly protected. A finish may be acceptable after treatment but exposed to scratches during handling. A logo may be required for OEM or ODM supply, but the marking step must fit the product and brand requirement. Packing may follow export standard or customized packing, but the catalog does not provide carton specifications, drop-test data, or pallet details. Responsible writing should describe available packing support without overclaiming packaging performance.

A four-part solution system can be used for product evaluation.
Solution 1: Confirm material family before surface language.
Execution protocol: Start by separating metal-body assumptions from plastic or mixed-material possibilities. Use the verified catalog material families as the boundary: SS304, SS316, ABS, PVC, and the broader range of stainless steel, plastic, rubber, iron, and brass. Do not write as if every horizontal floor drain uses the same structure.
Expected material evolution: A properly matched material family should maintain more predictable behavior under water exposure, cleaning contact, and handling stress. Stainless steel relies on clean surface condition and finishing; plastics rely more on molded geometry and connection integrity.
Hidden cost and avoidance: The risk is over-specification. If a page claims one material for all variants, buyer trust drops when the sample differs. Keep copy tied to confirmed SKU data.
Solution 2: Treat forming as a drainage-risk control point.
Execution protocol: Review whether stamping, laser cutting, bending, welding, and shaping create a continuous body and outlet path. The goal is not to publish unsupported tolerances, but to connect production steps with shape stability.
Expected material evolution: Better forming control reduces distortion, uneven fit, and local flow disruption. In lateral drains, stable geometry helps preserve a cleaner transition from intake to outlet.
Hidden cost and avoidance: Excessively aggressive forming language can imply precision data that is not available. Use process-based language and avoid numerical tolerance claims.
Solution 3: Make post-weld surface treatment a visible quality stage.
Execution protocol: Describe pickling, electrical polishing, and passivation as post-weld surface-control options supported by the catalog. Link them to the verified issue: welded drains can show dirt, oil, scratches, and yellow spots.
Expected material evolution: Treated surfaces are expected to appear cleaner and support better wet-zone maintenance than untreated contaminated surfaces. The key change is reduction of surface residue and weld-related discoloration, not a fictional finish grade.
Hidden cost and avoidance: Surface treatment can be misunderstood as a universal cosmetic guarantee. Avoid words such as perfect or guaranteed, and state that final finish should be confirmed by sample or SKU specification.
Solution 4: Move leakage and packing review before shipment.
Execution protocol: Use the documented air test machine and the statement that leakage is tested for all drains as a factory-stage validation point. Then connect packing to export standard or customized packing support.
Expected material evolution: Air testing can reveal leakage discontinuity before field use. Proper packing reduces handling-related surface risk during export movement.
Hidden cost and avoidance: Do not invent pressure values, hold times, carton grades, or shipping tests. Keep the claim at the documented level: air testing, export packing, and customized packing availability.
PRO-TIP / CHECKLIST
- Confirm whether the quoted drain uses stainless steel, ABS, PVC, or a mixed material structure.
- Ask for SKU-level confirmation before writing exact dimensions, outlet size, or flow claims.
- Check whether the drain has welded areas requiring post-weld surface cleaning.
- Verify that leakage testing is included before shipment, especially for welded drain bodies.
- Separate finish options from finish performance claims unless test data is available.
- Review packaging requirements for export handling, logo marking, and surface protection.
- Keep local installation code review separate from factory capability claims.
For a broader overview of the manufacturer’s bathroom accessory and drain product scope, see the Mondeway sanitary product and drain information.
Frequently Asked Questions (FAQ)
Does a shower drain need a trap?
Yes, a shower drain normally needs a trap in the plumbing system to block sewer gas from entering the bathroom. The drain body and the trap are not always the same component, so the final setup should follow local plumbing rules and the actual pipe layout.
Why pour coffee in shower drain?
Pouring coffee into a shower drain is not a reliable cleaning method. Coffee grounds can collect with hair, soap film, and other residue, which may increase blockage risk. A better approach is physical debris removal, routine rinsing, and suitable drain-safe cleaning based on the material and finish.
How to clean bathroom drain trap?
Remove visible hair and debris first, then rinse the drain path with warm water. For accessible traps, clean removable parts carefully and avoid harsh chemical overuse. If the drain has a finished surface, choose cleaning methods that do not damage stainless steel, coating, seals, or surrounding grout.